Samlevejledning
Kalibrering
Omsider er vi nået til at 3D printe!!! Nu skal vi blot have justeret printeren, så jeres prints blive smukke, præcise og aldeles perfekte!

Step 1: Installation af Cura
Cura er et godt, gratis software, som kan tage 3D geometri i form af STL filer og slice dem - det vil sige danne g-code, som beskriver hvordan printeren skal bevæge sig, hvornår der skal plastik ud osv.
Start med at hente nyeste version af Cura her:
https://ultimaker.com/en/products/cura-software
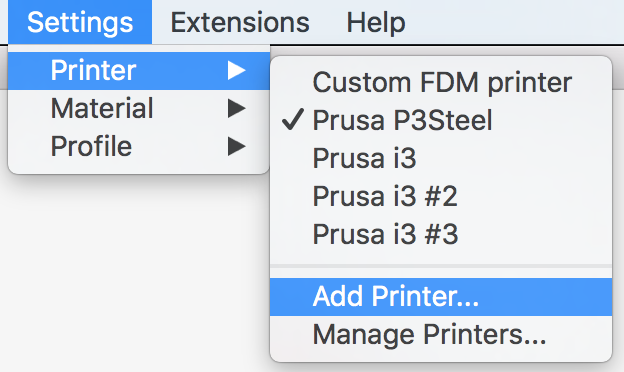
Første gang I kører programmet burde det selv spørge hvorvidt I vil tilføje en printer - hvis ikke, så gør det manuelt: Settings -> Printer -> Add printer…
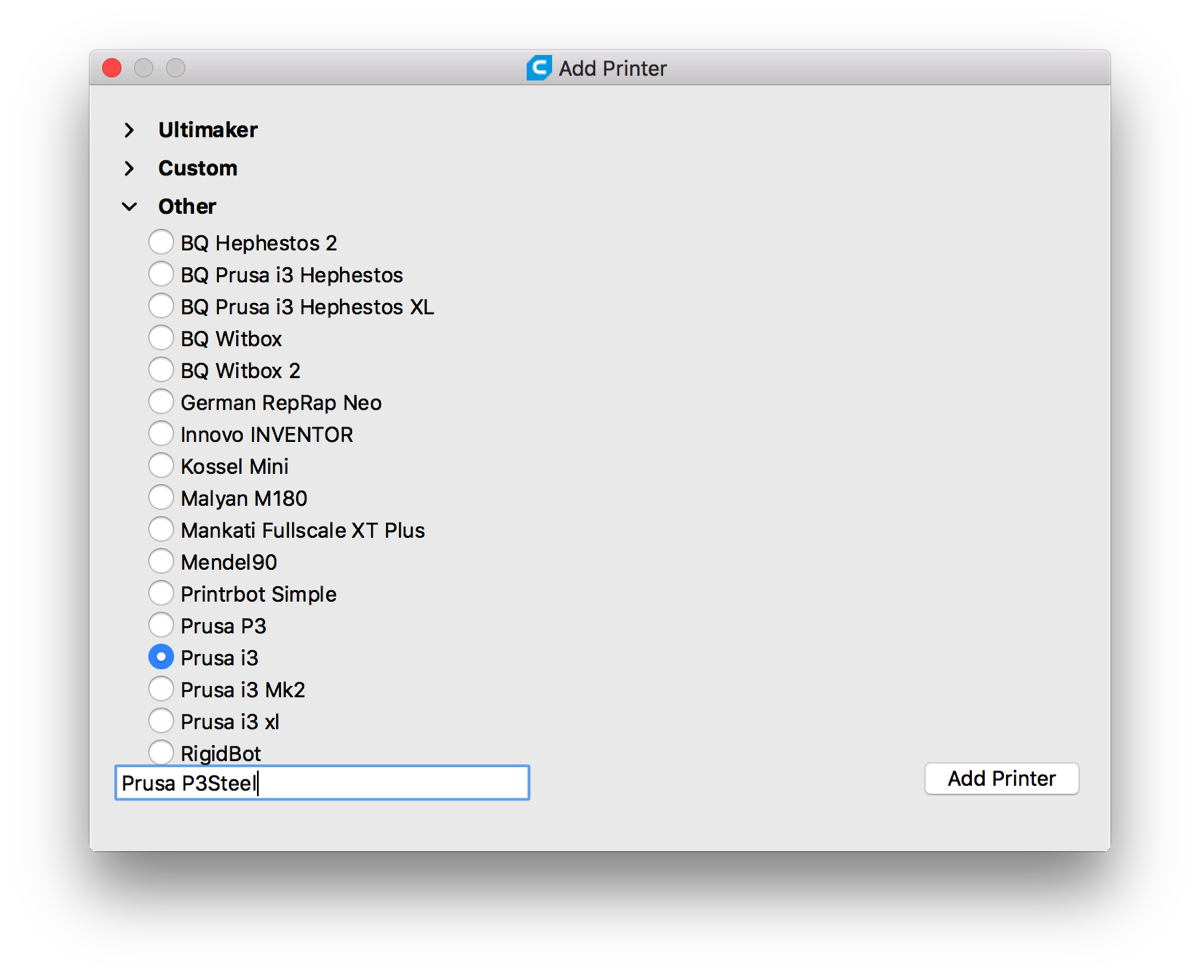
Vælg Other -> Prusa i3 (dette er præcis den samme maskine I lige har bygget - bare i en billigere og dårligere udgave lavet af I-profiler:) Tryk på Add Printer.
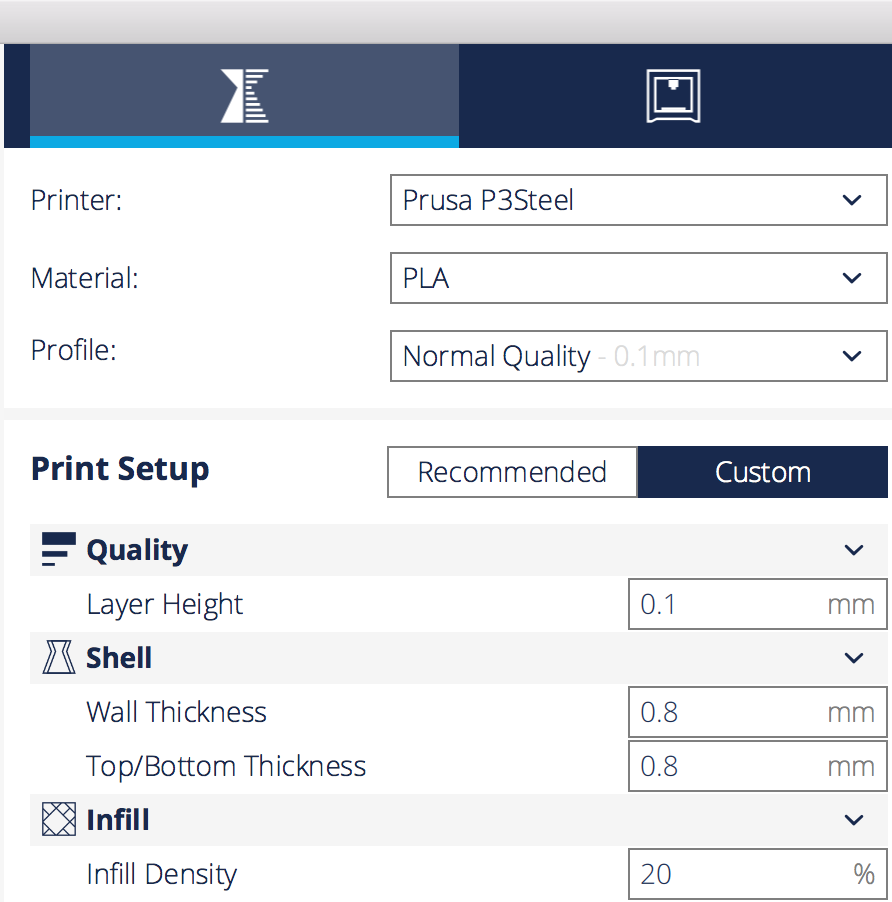
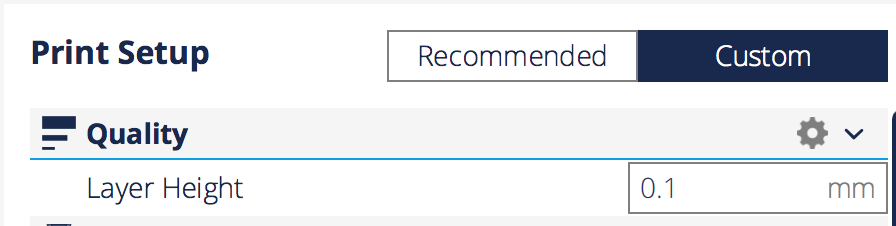
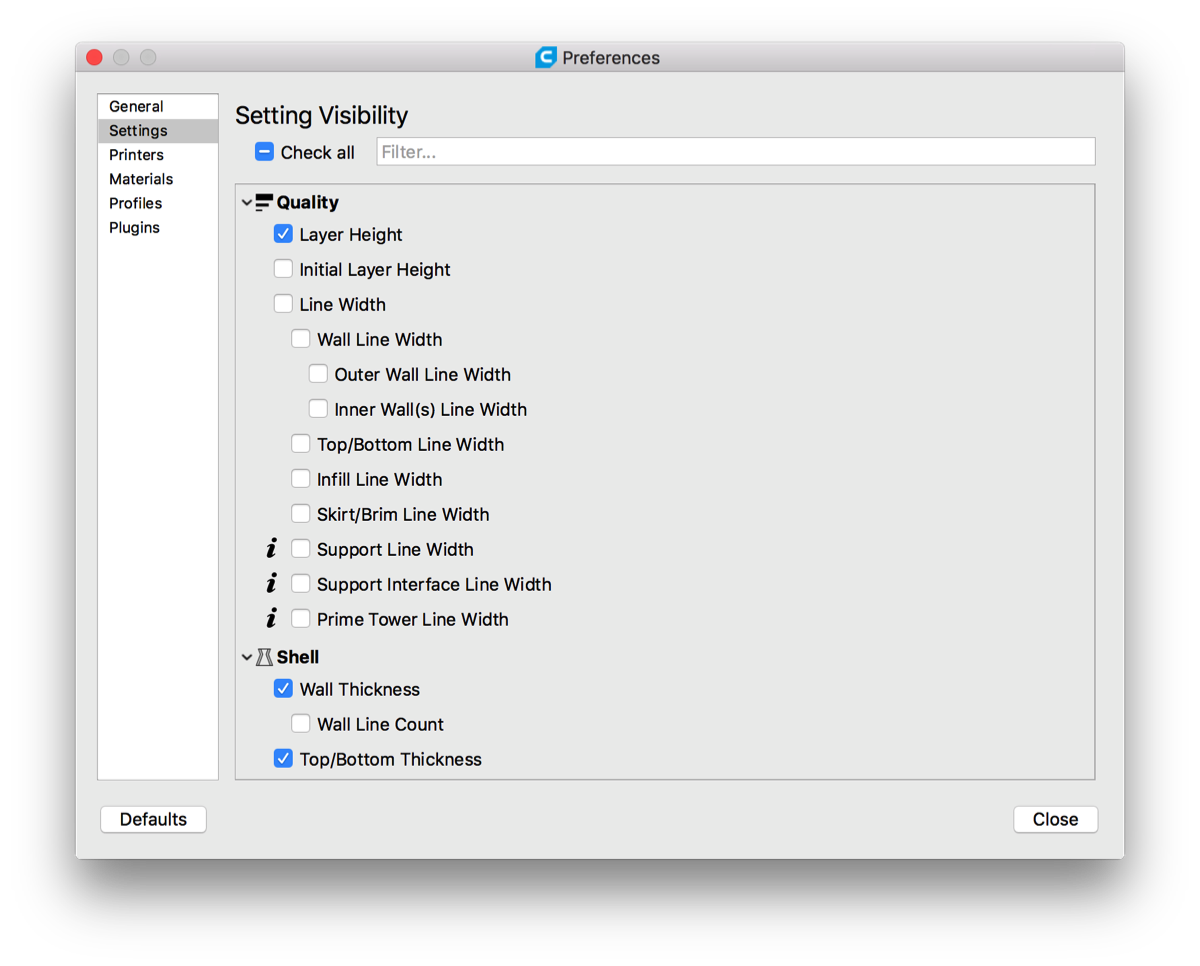
Nu er I klar til at slice 3D geometri. Som default har I adgang til 3 prædefinerede profiler, men trykker I på Custom yderst til højre får I adgang til samtlige indstillinger. I kan sågar tilføje endnu flere indstillinger ved at holde musen henover de enkelte overskrifter og trykke på det tandhjul som kommer frem.
Se evt. videoen herunder for tips til programmet.
Step 2: Bed levelling
En af de vigtigste parametre for hvorvidt jeres prints lykkes er at få justeret printerens højde ift. heatbed'en. Det gør I ved at justere højden på Z-proben.
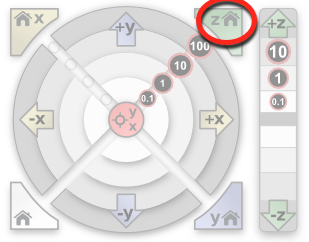
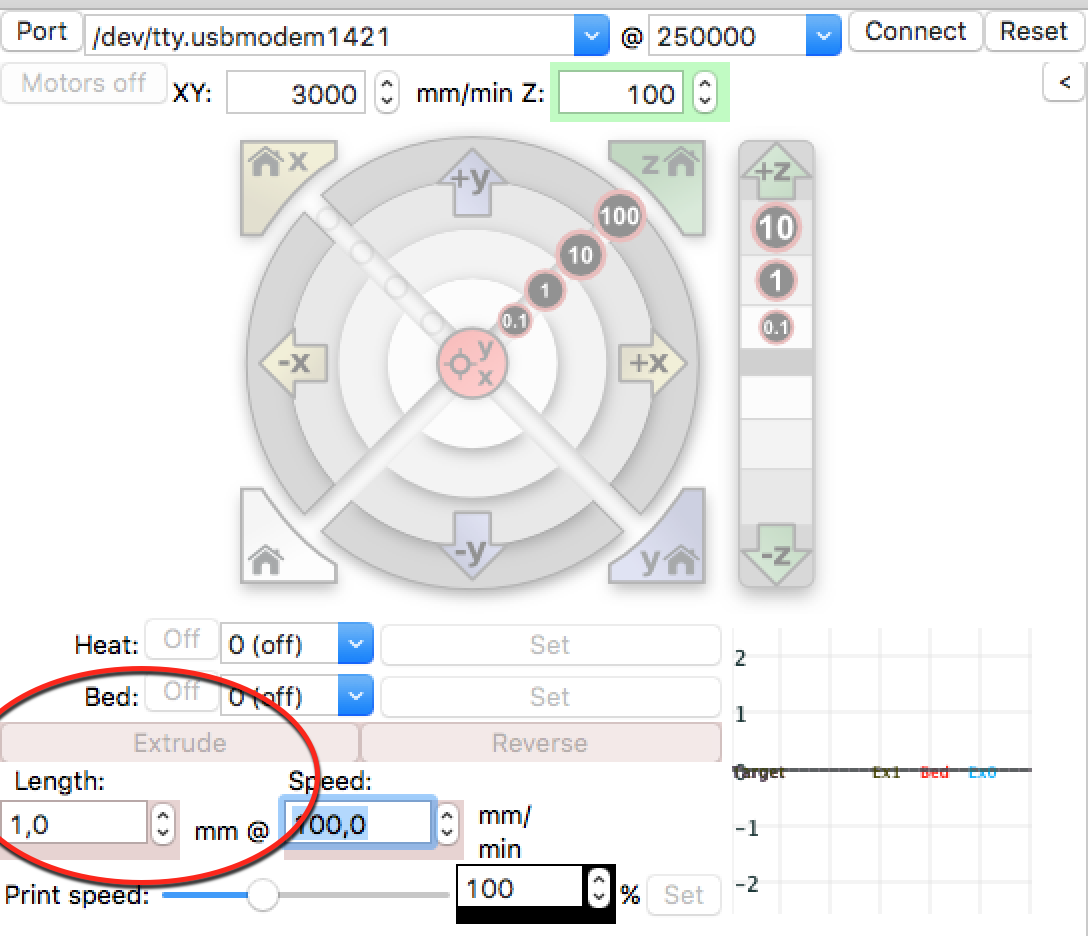
Kør en home på Z-aksen, som beskrevet under Firmware og se hvor proben ender henne - hold fingeren på reset knappen under hele dette step og STOP dysen, hvis den går ned i selve heatbed'en. I fald dysen har ramt heatbed'en, så brug knapperne under +z lige til højre for den røde cirkel på første billede i PrintRun til at køre dysen lidt op før I justerer z-proben lidt ned og gentager proceduren.
Ideelt set skal I lige akkurat kunne skubbe et papir ind under dysen, men I skal også kunne mærke modstand fra dysen når I gør det. Hvis dysen er for langt oppe, så juster Z-proben opad ved at skrue på dens beslag - er den omvendt for langt nede, så juster Z-proben nedad.
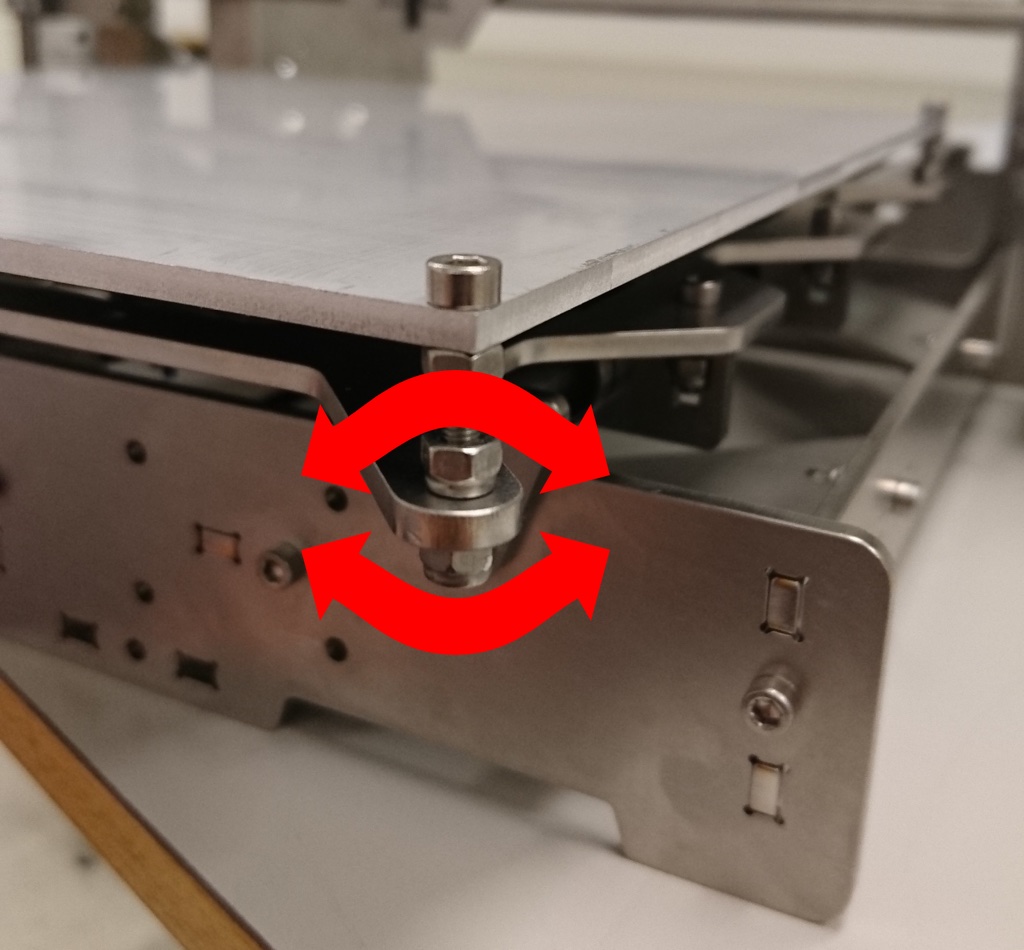
Når I har fået den perfekte afstand er det tid og tjekke om jeres heatbed er perfekt justeret over det hele. Start med at skubbe dysen rundt med håndkraft. Før du kan det er I nødt til at resette ved at trykke på reset knappen på RAMPS. Forbliver dysen i samme afstand fra heatbeden i alle fire hjørner? Hvis ikke, skal I bruge de fire skruer i hjørnerne til at justere hvert hjørne op/ned. Skru de to nederste møtrikker med/mod uret for at justere højden.
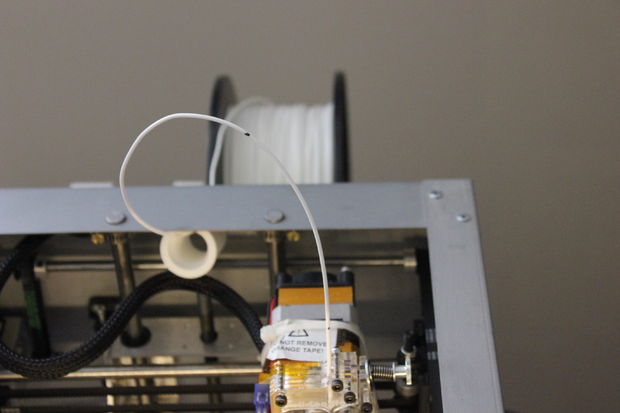
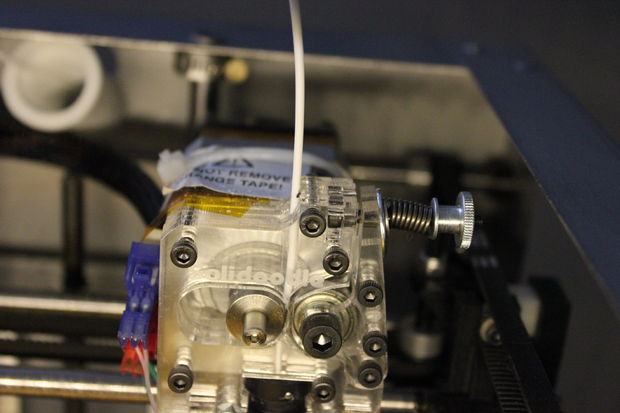
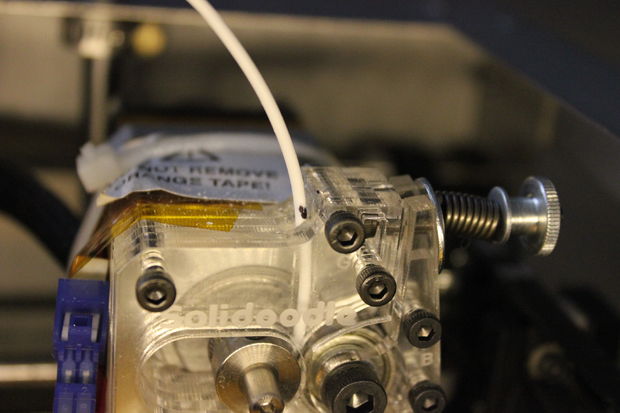
Step 3: Kalibrering af extruder
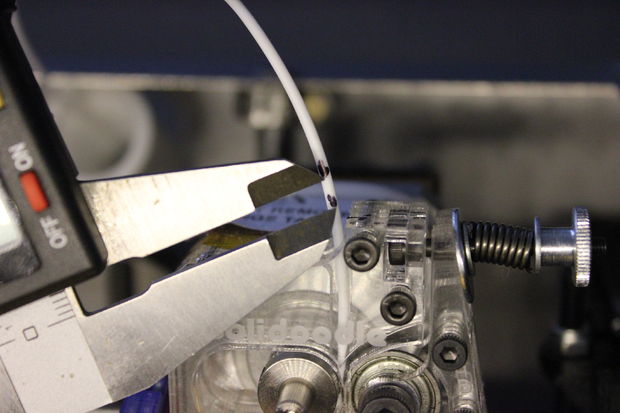
Lav et mærke på jeres filament lige over extruder motoren. Lav endnu et mærke 100 mm længere væk fra extruderen. Forbind til printeren via PrintRun og sæt extrude længden til 1mm. Kør nu filamentet frem indtil mærket er lige præcis ud for extruderen eller et andet godt fixpunkt. Sæt nu extruderlængden til 100 mm og tryk Extrude. Lav et mærke udfor jeres fixpunkt og mål afstanden mellem 100mm mærket og det fundne.
Nu kan I beregne antal steps pr. mm således:
(forventet længde) x steps = (fundet længde) x nye steps
I den tweakede udgave af Marlin fw, som I hentede tidligere, er antallet af steps/mm for extruderen sat til 95, og derved kan I løse for nye steps ovenfor:
nye steps = ( (forventet længde) x steps ) / (fundet længde) = (100 mm x 95 steps/mm) / (fundet længde).
Beregn denne værdi og søg efter linjen med DEFAULT_AXIS_STEPS_PER_UNIT i Configuration.h i Marlin - erstat den fjerde værdi med den netop beregnede og upload firmwaren påny (husk igen at disconnecte printeren forinden):
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 3978, 95 }
Step 4: Kalibrering af bed
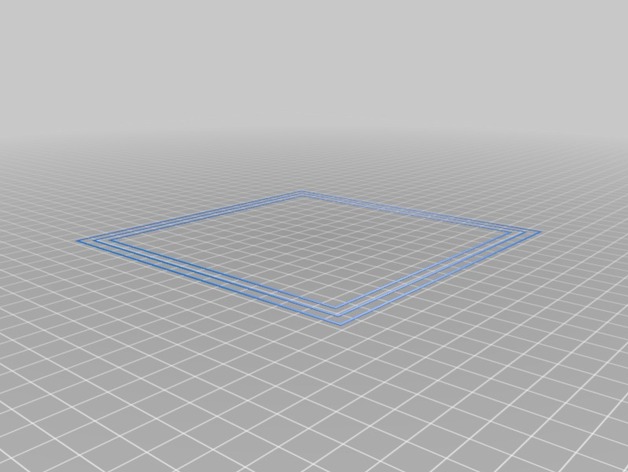
I har tidligere nivelleret heatbed'en manuelt - nu skal I tjekke jeres nivellering via jeres første 3D printede objekt.
Download kalibreringsobjektet bedleveling-try_this_one_first.stl på Thingiverse - verdens største portal for 3D objekter:
Den letteste måde at printe på, er at bruge et SD-kort - så kan I gemme g-code direkte fra Cura via SD kort læseren på displayet. Det er dog ikke absolut uundværligt - I kan også kontrollere printeren direkte via USB kablet - så skal I blot bruge PrintRun til kontrollen af printeren. Nedenfor er sidstnævnte metode beskrevet.
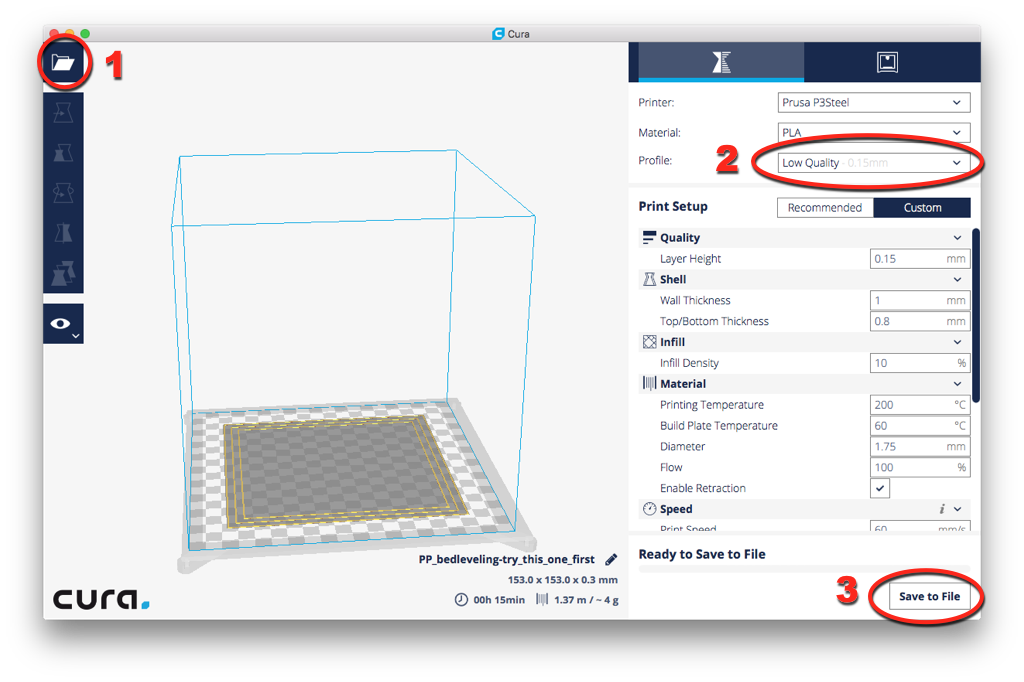
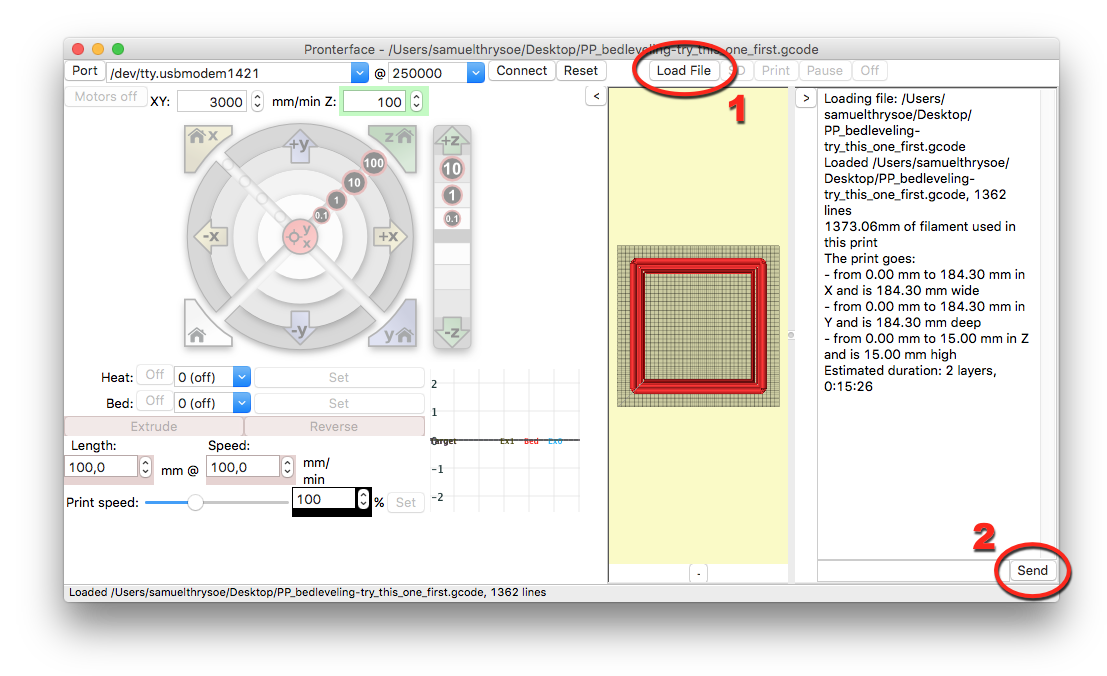
Hent kalibreringsfilen (STL) ind i Cura ved at trykke på Open File ikonet øverst tv. Vælg dernæst profilen Low Quality - 0.15mm og vælg Save to file. Gem g-code filen et sted du kender og gå nu ind i PrintRun og vælg Load File og indlæs den gemte g-code fil. Tryk Send og nu skulle filen gerne printe. Læg mærke til om de linjer den printer er præcis samme tykkelse hele vejen rundt - hvis ikke er det tid at justere skruerne i hjørnerne igen.
Step 5: Kalibrering af akser
Hent kalibreringsobjektet calibration_cube_30.stl på Thingiverse, slice det i Cura som før og overfør det til PrintRun og print det.
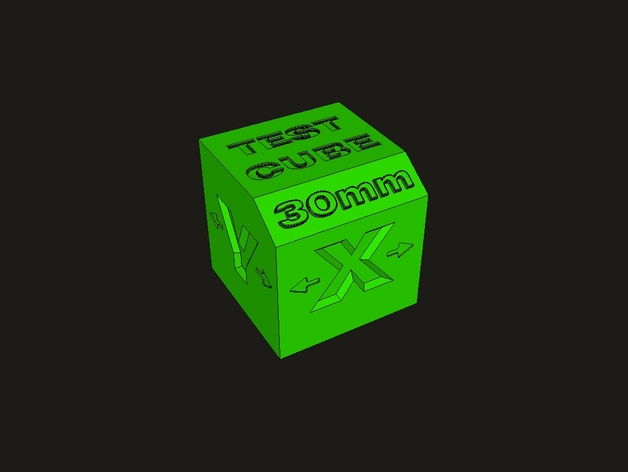
Fuldstændig som før, under kalibring af extruder, kan I nu måle jeres kube på alle leder - den skal være præcis 30 mm alle vegne. Er den ikke det, så korriger samme linje som tidligere i Marlin firmwaren udfra samme formel:
nye steps = ( (forventet længde) x steps ) / (fundet længde) = (30 mm x steps) / (fundet længde).
Første tal i linjen er X, så Y, Z og endelig extruderen. Ret dem til og upload firmwaren påny.
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 3978, 95 }
Step 6: Temperatur kalibrering
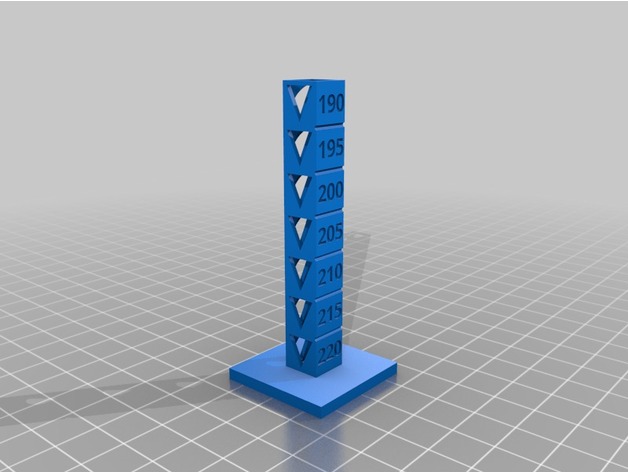
Hent kalibreringsobjektet TempCalibration_1.gcode, overfør det til PrintRun og print det. Det vil printe et tårn med 7 blokke, hvor hver blok bliver printet med hver sin temperatur. Se efter hvor tårnet er pænest og brug den temperatur til at printe med fremover.
Hvis I virkelig vil fintune temperaturen, kan I lave jeres eget tårn ved at bruge dette link til at customize jeres eget tårn. I skal efterfølgende selv sætte temperaturindstillingerne i Cura, som beskrevet i linket.
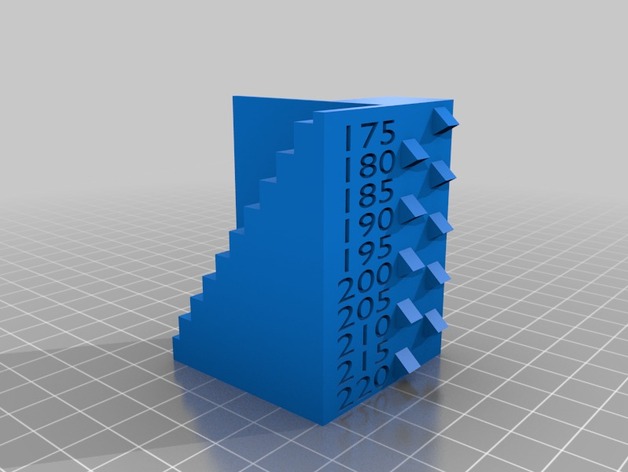
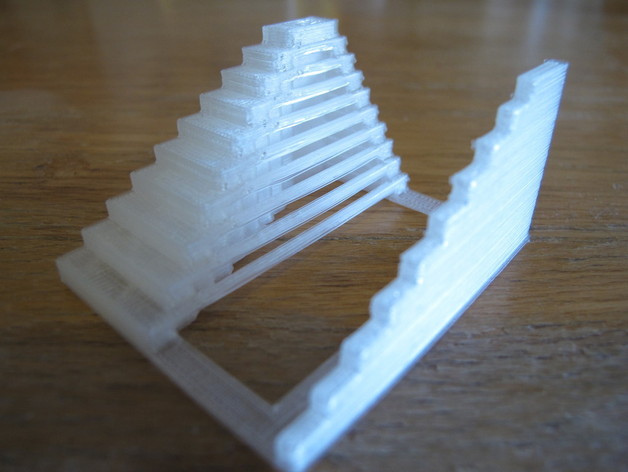
Hvis I virkelig vil tune temperaturen, kan I hente kalibreringsobjektet Temp_Calc_Tower_Fast.gcode eller Temp_Calc_Tower_Slow.gcode (førstnævnte printer hurtigere, men i dårligere kvalitet end sidstnævnte) og printe det via Printrun - her kan I også se hvordan temperaturen influerer overhangs, vandrette overflader samt skrå fremspring.
En anden ting, som er temperaturafhængigt, er bridging - altså frithængende broer imellem to søjler. Kalibreringsobjektet ultimate_calibration_test.STL kan downloades for at teste den temperatur I har fundet ovenfor - og evt. kan I prøve at justere den lidt op/ned efter resultaterne af dette print.
Nu skulle printeren gerne være groft kalibreret. Hvis I vil gøre det finere og have yderlige info, så følg disse links:
http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide og http://reprap.org/wiki/Calibration
Et andet godt værktøj er dette:
http://www.prusaprinters.org/calculator/
Hvis I gerne vil kalibrere yderligere, eller teste jeres printer op imod de bedste, er nedenstående objekter også rigtig gode.
Et af de sværeste objekter at printe er den ultra-nuttede 3DBenchy - den ser ikke ud af meget, men gutterne bag har behændigt lavet den virkelig udfordrende at printe.
Der er en god og aktiv support at finde via de mange sociale medie links på Thingiverse siden - så print en 3DBenchy, upload den og tag den gerne med #AUP3Steel:)

Kan I printe dette tårn uden nogen form for support, har I en virkelig godt tunet printer!
Selve AUP3Steel platformen er i stand hertil - tidligere deltagere i selvbyggerprojektet har leveret imponerende prints af dette tårn!

Kommentarer
Hvis I har kommentarer eller forslag til forbedringer af informationen her på siden, så byd endelig ind: